


How it’s Done
I don’t know if this is the correct place for this thread but here it goes
Cylinder honing 101
Billy & I have been doing a Machine shop thread in E2S for a few years now. I’m retired now but am still keeping Small Engine Machine Works & N. W. Sleeve alive with the active domain names for both companies.
www.nwsleeve.com & www.smallenginemachineworks.com have been turning specialty cylinder sleeves since 1971. Nowadays we only do full line custom cylinder boring & sleeving, 1 at a time. “No Plating”
Enjoy the thread & get involved
The object for the thread (How it’s Done) is to educate & encourage people to become involved in the machine shop business. Every couple of weeks or so there will be a new entry showing & explaining how cycle & small engine machine work is properly done. Everyone’s input will be invited for questions & answers.
Cylinder Honing 101 will be the first thread in “How it’s Done” for 3Wheeler.
Now days times are turning around again; plated cylinders are wearing out all over the place. With PMI inc. leading the way with an assortment of various brands of pistons. Performance Motorsports International is the parent company for Wiesco (My favorite) J.E. & Pro-X lines of pistons.
With cylinder sleeves available for almost any engine; it’s important for the enthusiast to have a basic knowledge of the applications & tools used for installing & maintaining a cylinder with an IRON liner.
Cylinder sleeves are NOT made from STEEL.It was pointed out in E2S that there are steel cylinders, mostly in the aircraft industry. Lets not get off on a tangent.
One of the simplest tools used in cylinder maintenance is the hone. Within this there is Glaze breaking & there is genuine cylinder honing. Glaze breaking is what it says & really has nothing to do with honing.
When you pull the top end for a new set of rings, you will be putting a cross hatch in the bore to aid in the new ring break in.
Over the years one of the most popular tools is a brake cylinder hone. I call this tool an “Egg Beater”. The egg beater has just about ZERO ability to do any sizing. They are also extremely good at snagging up in the bottoms of 2 stroke cylinders. They will however put a cross hatch in a 4 stroke bore.
The next & one of the oldest types of tool is a Ball Hone. Ball hones are very good in 2 strokes because they are also useful in champhering 2 stroke ports.
The third one which is my favorite is a brush hone. The beauty of the brush hone is as it wears down it can be used on smaller bores. After the shop has finished a bore; the ball & brush hones are also handy for removing the razor sharp edge at the top of the cylinder.
All of the above are capable of laying a good 45deg. cross hatch. The real reason for a cross hatch while precision honing; This pattern while stroking the hone guarantees uniform stone contact from end to end which produces precision bore dimensions. Aiding in a good ring break in is an added bonus.
Before you run your cylinder over to the shop to fit your new shiny $150.00 piston; Make sure that you know the qualifications of the guy who’s going to do your work.
Left Ball hone --- Center precision AMCO cylinder hone --- Right a brake cylinder hone
Of the three, only the AMCO hone is capable of precision cylinder sizing.
A good set of brush hones; although rather expensive, they last & last
The 1500 Lisle cylinder hone
The Lisle hone is best used on 4 stroke cylinders. The stones on this brand are lightly glued in place & have a tendency to snag & break off in 2 strokes.
Ask any builder in any trade; The Sunnen hone is the Best. Quality tools have a cost; my first used hand Sunnen hone cost me $165.00. We recently purchased a heavy duty model for over $500.00. You don’t find this kind of quality tool at HF. If you need a quality Sunnen supplier; try www.cavcosales.com . CAVCO has been my faithful Sunnen tool place for years; take a look at their web site.
That about covers the hand held cylinder hones; the next step is accumulating a good set of measuring tools.
If you are serious about your work; a good set of quality measuring tools is a must. Some folks will only purchase the best off the Snap On truck. Times have changed with the internet; quality tools are available from the internet on line. After a purchase it’s determined that the tool isn’t good enough; chuck it & find another. As with any retail trade, we tend to favor the supplier who offers the best service, quality & on time. After a while, we learn who we wish to do business with. You will notice that I didn’t use the word CHEAP. I made the statement over at E2S; “You get what you pay for”. You wouldn’t believe the fire storm of comments that showed up.
Operating your hone is easy to learn if you spend some time watching on Utube. There are plenty of examples, good & bad so you need to sort them out
For the pro along comes the power hone; again the Sunnen connecting rod hone is the best first choice.
With hand honing with the electric drill the cylinder is held down in some fashion; With this power hone it’s a hands on grab it & go situation. Many an operator has slashed a finger or two as the mandrel grabs & the cylinder spins.

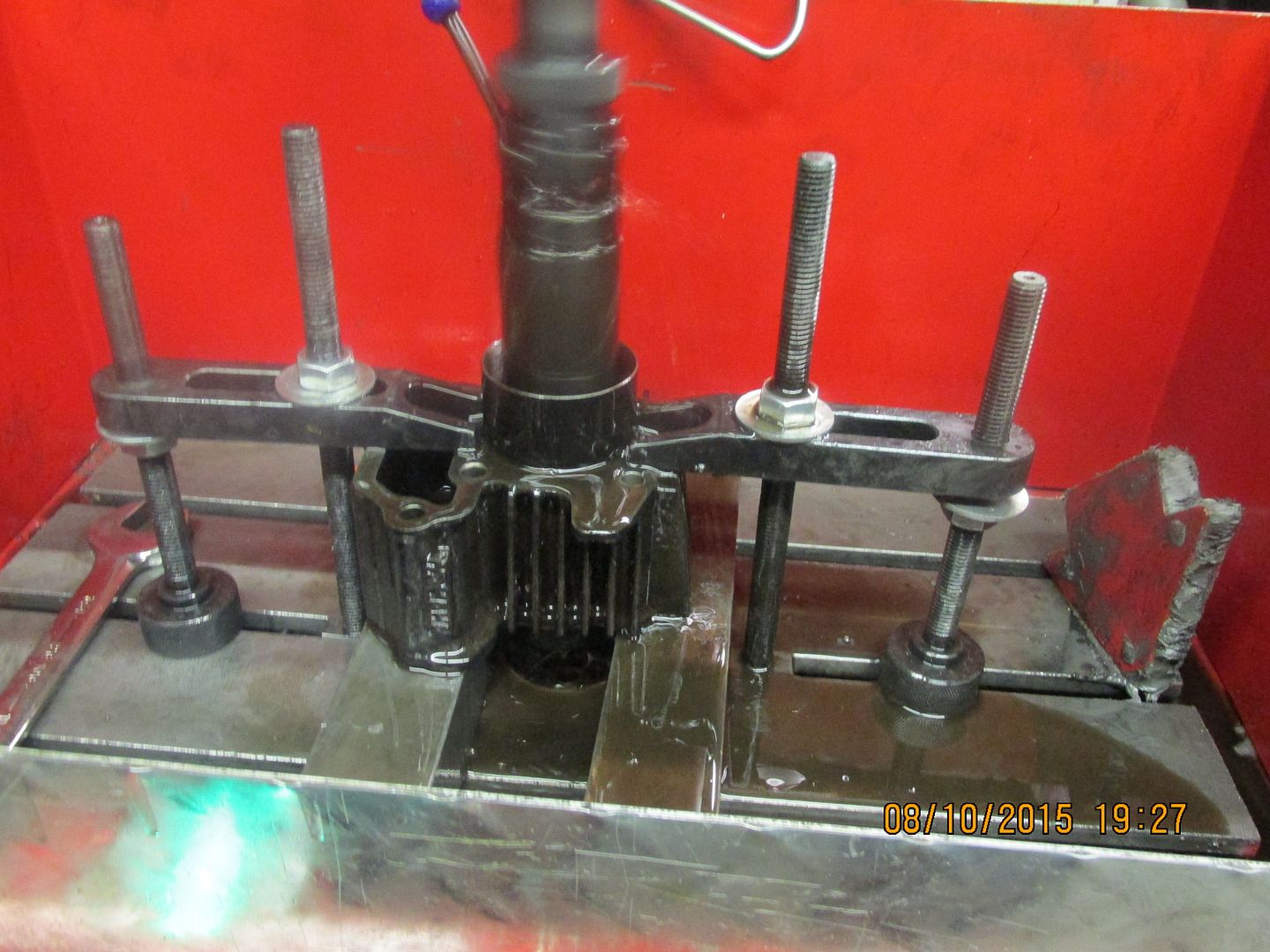
This is a 125 cylinder & 175 Blaster which are mounted on a 3 point long stone mandrels. With this mandrel arraignment the cylinder is honed Round & Straight. This is the only hone set up which guarantees straight cylinder sizing.
If you’ve been around a Sunnen, you’re familiar of how they work. Any shop that’s been using this machine will have more invested in the tooling than the machine is worth.
This is a view of a 700 Suzuki with a 102mm bore, the largest we’ve seen yet in our shop. Notice the double stone set on this mandrel; this particular stone set is designed for sizing bores which are splined. The mandrel is excellent for honing large bore 2 stroke cylinders.

A Sunnen power stroker which we had in our old location
Lastly in our shop is a vertical power stroker hone. It’s taken me around 6 months to get this machine up & running.
This is me after 50 years in the shop. This is a wonderful machine; as Clint says, “we must realize our limitations”. The machine is only as good as the head which is fitted.
As usual I fit a Sunnen hone head to the vertical machine; Quicker & much faster adjustments
This machine runs from 25mm – 120mm bore diameter
Honda 50 Suzuki 700 Quad
Any questions, we all learn together. This is the first “How it’s Done” for the 3 wheeler. If any of you folks have an idea of a machine shop project, let us know. If you are also a machinist of wannabe with a project, post it & share it with the rest of the readers. We all learn together.
Stay tuned
My experience has only come from a high school education, our shop & the family business. Anyone can be successful at small business if; you are willing to Bust Your Ass for a lifetime. I know; I’m 67 & plan on working till I drop.
John Tice
503-593-2908 Alternate 541-508-3944
www.smallenginemachineworks.com & www.nwsleeve.com
Turning Custom Cylinder Sleeves Since 1971
Call me most any time



















 Reply With Quote
Reply With Quote






































